
Indice dei contenuti
Guida pratica per la brasatura del rame
La brasatura del rame e delle sue leghe è un processo ampiamente diffuso in diversi settori industriali e artigianali, come quello della refrigerazione.
Come per le altre applicazioni anche nei casi del rame è possibile effettuare la brasatura dolce del rame o la brasatura forte del rame, questo dipende principalmente dai casi d’uso che andranno analizzati di volta in volta.
In questa guida andremo a vedere tutte le informazioni e i passaggi necessari per poter eseguire una brasatura del rame a fiamma di qualità in diverse applicazioni, come le tubazioni e i circuiti a pressione.
La brasatura è una tecnica di saldatura che permette di creare giunzioni tra materiali simili o differenti, senza fondere i metalli di base, grazie all’utilizzo di una terza lega che funge da legante creando una giunzione estremamente resistente.
Molte delle indicazioni di base per la brasatura dei metalli è comune ai diversi tipi di applicazione, in questa guida ci focalizzeremo sulle informazioni specifiche per la brasatura forte del rame.
Brasatura rame: nozioni di base

Come per tutti i processi di brasatura, la pulizia dei giunti è uno step fondamentale in preparazione alla saldatura. È importante infatti rimuovere residui di grassi e oli, nonchè la presenza di sbavature derivate da lavorazioni precedenti.
L’analisi preliminare dell’applicazione consente una scelta corretta del metallo d’apporto considerando la temperatura di fusione dei giunti: la lega brasante infatti dovrà avere una temperatura di fusione inferiore rispetto ai metalli da unire.
Per ottenere la brasatura si deve scaldare il materiale (o i materiali) di base portandolo alla temperatura di fusione della lega brasante, in questo modo la lega può fondere per conduzione e scivolare tra lo spazio opportunamente dimensionato in fase di progettazione del giunto.
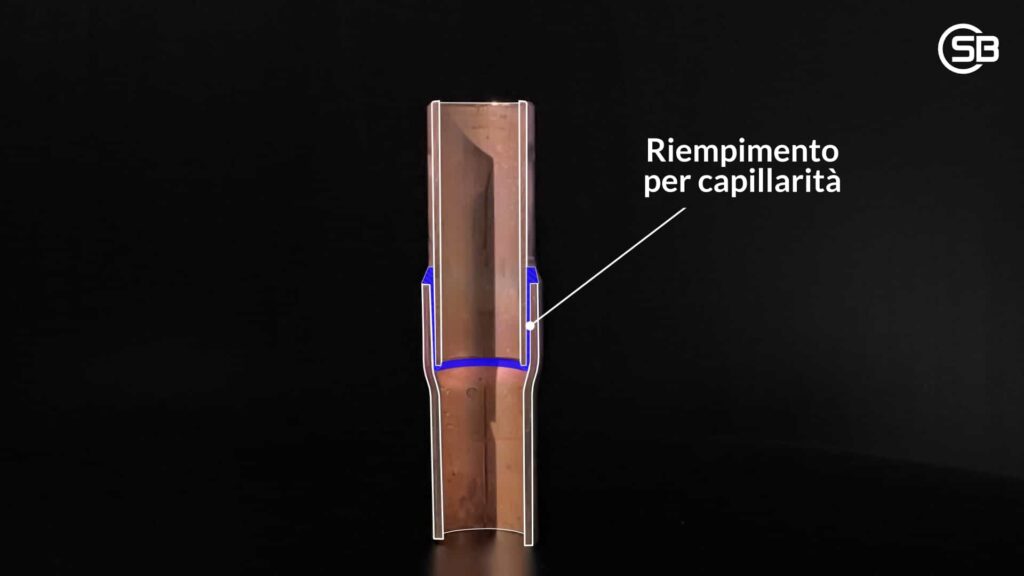
La progettazione del giunto è un’altro aspetto cruciale per determinare una brasatura di qualità: lo spazio (gioco del giunto), deve essere tale da permettere il fenomeno della capillarità durante la brasatura. Esso consiste nella capacità da parte della lega fusa di riempire lo spazio tra i due metalli, anche vincendo la forza di gravità.
Dal punto di vista pratico questo passaggio è molto importante perchè, ad esempio, durante la brasatura di tubi rame in un circuito frigo ci si può trovare a effettuare la brasatura in posizione verticale, con direzione dal basso verso l’alto. La buona riuscita della saldatura è possibile solamente se il fenomeno dell’attrazione capillare si manifesta correttamente.
Quali sono le caratteristiche per ottenere una buona capillarità?
Prima di tutto saper dimensionare e rispettare in produzione le tolleranze dei giunti brasati, che non devono essere nè troppo ristrette, nè troppo abbondanti. La giusta tolleranza deve agevolare il fenomeno della bagnabilità: la lega deve “bagnare” la superficie vincendo le tensioni superficiali.
Poichè gli ossidi presenti sul metallo e quelli che si creano durante il riscaldo ostacolano la bagnabilità, avremo bisogno di un elemento che permetta la loro eliminazione e che impedisca la loro formazione durante il processo di brasatura.
Ricapitolando quanto visto sin’ora, i primi passaggi in preparazione alla brasatura del rame sono:
- Analizzare l’applicazione e i materiali da saldare
- Eseguire una corretta progettazione del giunto e delle tolleranze
- Scelta della lega corretta per la brasatura (considerando anche le caratteristiche meccaniche richieste dall’applicazione)
- Verifica che il prodotto scelto possa generare la corretta bagnabilità
- Pulizia dei pezzi di base
In fase di esecuzione va fatta particolare attenzione a non surriscaldare nè il materiale di base nè la lega brasante per non creare porosità o infragilire il materiale di base.
Il riscaldo risulta quindi una fase determinante per ottenere un buon giunto brasato affidabile nel tempo.
Leghe e disossidanti per la brasatura del rame
Per la brasatura del rame vengono comunemente utilizzate due tipologie di leghe brasanti:
Queste tipologie di leghe vengono usate per la brasatura rame-rame e non necessitano di disossidante.
Infatti, quando la lega fonde il fosforo reagisce con l’ossigeno e agisce da flussante lasciando un residuo scuro che rimane sul giunto senza causare complicazioni.
Seguendo la classificazione ISO 17672: 2016 abbiamo leghe con un contenuto di fosforo che va dal 4,8% fino al 8,1% senza argento, e leghe che vanno dal 4,8% al 7,5 % di fosforo con contenuto di argento che va dal 1,5% al 19%.
Ogni lega è classificata in base alla propria composizione.
Definire l’utilizzo di una lega piuttosto che un’altra è compito di chi, in fase di progettazione, analizza le caratteristiche meccaniche richieste del giunto brasato oggetto dell’applicazione.
In linea generale , la lega più comune senza argento è la lega Iso 17672:2016 CuP 181 [SB CuP7] (intervallo di fusione 710° -793°) che viene utilizzata, per esempio, per la brasatura delle curvette sugli scambiatori di calore.
Quando invece parliamo di tubazioni e di circuiti frigo la lega più comunemente usata è la lega CuP 281 [SB/5](intervallo di fusione 645° – 815°) che ha un 5% di argento, elemento che le dà una maggiore elasticità.
In caso di applicazioni particolari vengono anche usate leghe a base argento senza fosforo: in questo caso va utilizzato un disossidante in pasta o polvere o si possono utilizzare barrette rivestite con disossidante.
I residui di disossidante vanno sempre rimossi. Un esempio può essere quando si devono mantenere delle temperature di fusione molto basse perchè vicino c’è un componente sensibile alla temperatura.
Sempre a titolo di esempio la lega ISO 17672: 2016 Ag 155 (intervallo di fusione 630° -660°) potrebbe essere utilizzata proprio in questo caso abbassando la temperatura di fusione.
Brasatura del rame e regolazione fiamma
Come anticipato, in questa breve guida ci occupiamo della brasatura rame-rame realizzata attraverso il riscaldo dei materiali a fiamma e quindi tramite cannello.
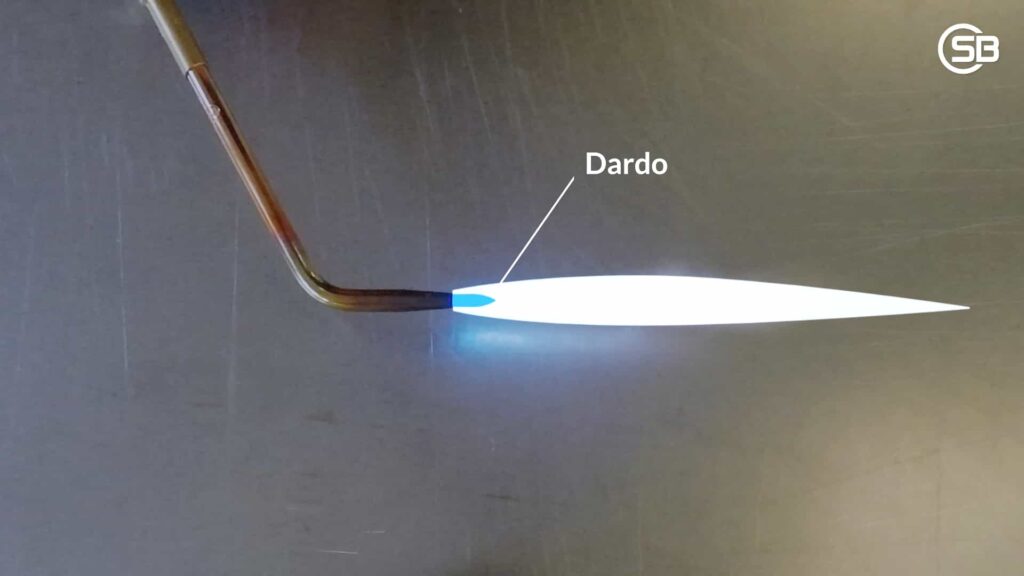
Per la brasatura del rame solitamente è consigliata una regolazione della fiamma neutra: questo significa che a livello visivo il dardo dovrebbe avere indicaticamente forma conica, con base uguale all’area del foro di uscita del gas, e un colore bianco abbagliante.
Generalmente si usa un gas comburente che può essere l’acetilene, il gas propano liquido,il gas naturale e l’idrogeno sia esso stoccato in bombole sia per mezzo di autoproduttori.
Ogni utilizzatore sceglie la tipologia di gas in base a ragioni economiche e pratiche.
Anche la scelta delle dimensioni della lancia e degli ugelli del cannello viene fatta in base al prodotto da realizzare.
Attenzione: ogni gas comburente necessita di attrezzature e componenti dedicati e le attrezzature devono essere controllate e revisionate periodicamente sostituendo eventuali componenti che siano usurati.
La normativa di riferimento è la: UNI 11627:2016 Apparecchiature per saldatura a gas – Attrezzature gas manuali di saldatura, riscaldo e taglio – Verifiche periodiche.
Caratteristiche tecniche di un giunto rame-rame
Il giunto brasato presente nei circuiti a pressione è normalmente soggetto a vibrazioni, pressione e variazioni di temperatura e deve garantire la tenuta del circuito nel tempo.
Questo significa che in fase di progettazione va tenuto in considerazione che il dimensionamento e la corretta realizzazione del giunto stesso potrebbero influire sulla tenuta dell’applicazione.
Il giunto più diffuso è il giunto sovrapposto che deve essere correttamente dimensionato.
E’ noto in letteratura il fenomeno per il quale superata una determinata interferenza, il giunto perde le proprie caratteristiche di resistenza meccanica.
E’ quindi importante definire bene in fase di progettazione con quale interferenza e con quali tolleranze saranno realizzati i giunti brasati.
In generale è buona prassi che l’utilizzatore, in fase di progettazione, proceda con dei test specifici per verificare la tenuta del prodotto realizzato prima di passare alla produzione massiva.
Come visto nelle nozioni di base, è importante che il giunto sia privo di bave e ben pulito.
In fase di progettazione vanno infine considerati gli spazi necessari all’operatore per potersi muovere correttamente intorno al giunto, senza andare a rovinare gli elementi che si trovano vicini al giunto da brasare.
VIDEO: come eseguire la brasatura del rame
Dopo aver accuratamente pulito i pezzi e impostato la giusta fiamma di brasatura, si passa al riscaldamento del pezzo considerando due aspetti fondamentali:
- un pezzo troppo caldo rischia di compromettere la lega brasante e infragilire i materiali di base;
- un pezzo troppo freddo potrebbe impedire alla lega di penetrare correttamente nel giunto.
E’ quindi necessario raggiungere la temperatura di fusione della lega, possibilmente senza andare direttamente a puntare la fiamma sul materiale brasante, riscaldando il materiale di base che per conduzione andrà a fondere la lega facendola penetrare nel giunto.
La lega segue il calore quindi è importante direzionare il riscaldo nella zona dove vogliamo che la lega si diriga.
Se abbiamo spessori e massa diversa tra i due pezzi da unire dobbiamo fare attenzione a puntare la fiamma sul pezzo più grande lasciando che il pezzo più piccolo si riscaldi per conduzione.
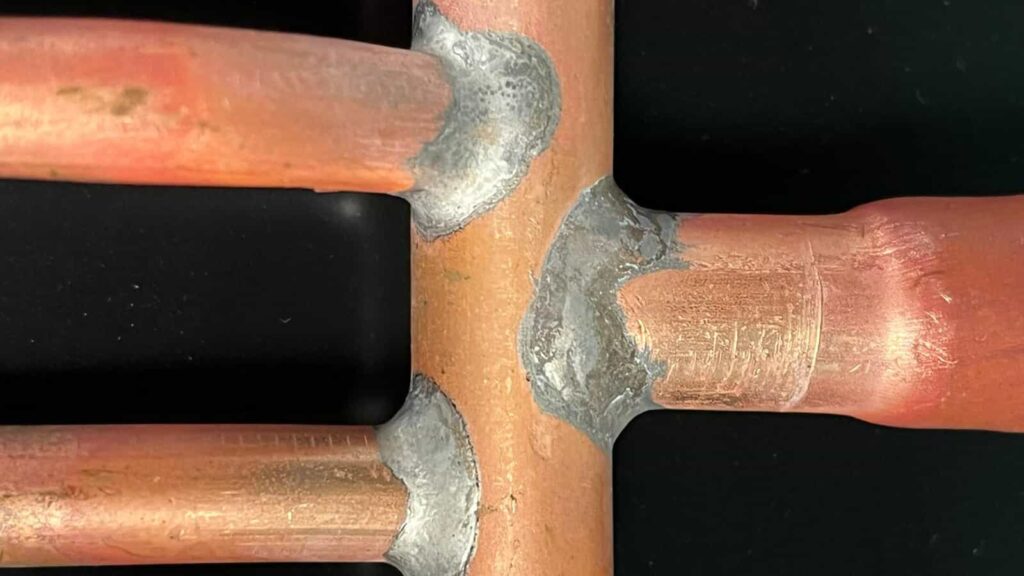
Se tutte le procedure sono state seguite correttamente, il risultato sarà un giunto ben saldato con la lega penentrata correttamente in tutto lo spazio del giunto senza presentare porosità. In questo modo si andrà ad ottenere un giunto esteticamente gradevole ma soprattutto meccanicamente resistente.
Conclusioni
La brasatura rame con rame generalmente non presenta particolari problematiche e statisticamente non è considerata una brasatura critica se si seguono correttamente le procedure e si usano materiali di qualità.
È inoltre possibile automatizzare i processi di brasatura grazie all’uso di prodotti preformati come gli anelli /preformati studiati e realizzati a seconda della geometria del giunto da realizzare.
I preformati possono essere realizzati partendo da filo animato oppure da filo pieno applicando il disossidante prima di realizzare la brasatura.