

Inhaltsverzeichnis
Praktische Anleitung für Kupferlötungen
Kupferlötungen und das Löten von Kupferverbindungen sind in der Industrie und im Handwerk wie zum Beispiel im Bereich der Kühlung weit verbreitet.
Wie bei den anderen Anwendungen sind auch bei Kupfer Weichlötungen oder Hartlötungen möglich, wobei die Technik hauptsächlich vom jeweiligen Zweck abhängt.
In dieser Anleitung finden Sie alle Informationen und Arbeitsgänge, die für qualitativ hochwertige Kupferlötungen bei verschiedenen Anwendungen wie Leitungen und Druckkreise erforderlich sind.
Das Löten ist eine Schweißtechnik, mit der sich ähnliche oder unterschiedliche Materialien verbinden lassen, ohne dass die Basismetalle schmelzen. Und dies mithilfe einer anderen Legierung, die als Bindemittel fungiert und eine besonders widerstandsfähige Verbindung entstehen lässt.
Zahlreiche grundlegende Anleitungen gelten gleichermaßen für das Löten aller Arten von Metallen. In dieser Anleitung konzentrieren wir uns auf die Informationen, die speziell das Hartlöten von Kupfer betreffen.
Kupferlötungen: Allgemeine Hinweise

Wie bei allen Lötverfahren, ist auch in diesem Fall das Reinigen der Verbindungsstelle bei der Vorbereitung der Lötung von grundlegender Bedeutung. In der Tat ist es wichtig, dass etwaige von vorherigen Arbeitsgängen stammende Fett- und Ölrückstände sowie Grate beseitigt werden.
Indem man die Anwendung im Vorfeld analysiert, lässt sich unter Berücksichtigung der Schmelztemperatur der Legierungen das richtige Lotmetall wählen: In der Tat muss die Lotlegierung eine niedrigere Schmelztemperatur wie die Metalle, die verbunden werden sollen, aufweisen.
Beim Löten muss das Grundmaterial (bzw. die Basismateriale) auf die Schmelztemperatur der Lotlegierung erhitzt werden. Auf diese Weise kann die Legierung schmelzen und aufgrund der Wärmeleitung in den Zwischenraum laufen, der bei der Planung der Verbindung vorgesehen worden ist.
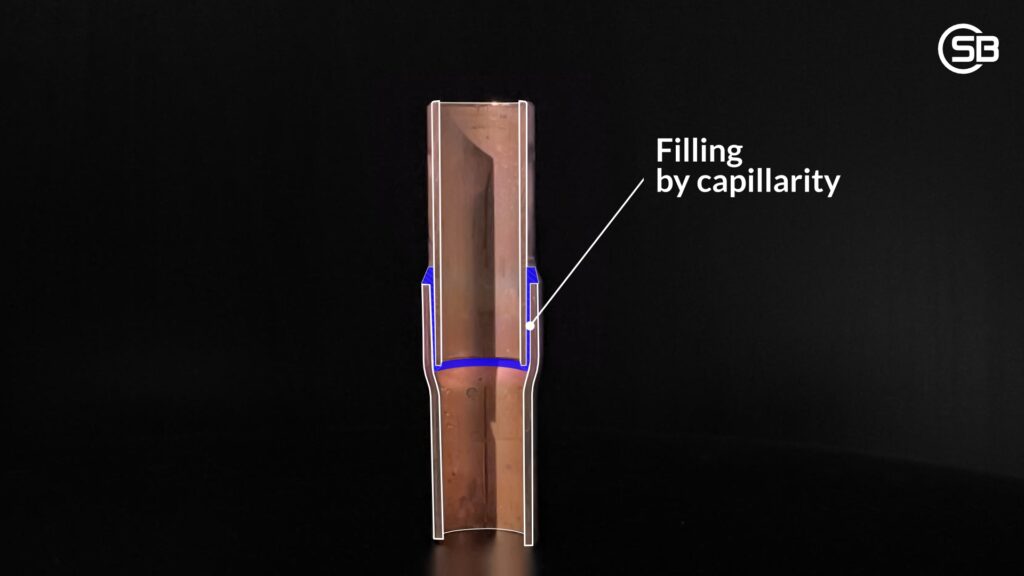
Die Planung der Verbindung ist für eine qualitativ hochwertige Lötung ein weiterer ausschlaggebender Aspekt: Der Zwischenraum (Spielraum der Fuge) muss so bemessen sein, dass es beim Löten zu einem Kapillareffekt kommen kann. Dieser Effekt besteht darin, dass die geschmolzene Legierung den Raum zwischen den beiden Metallen auch, indem sie die Schwerkraft überwindet, ausfüllen kann.
In der Praxis ist dieser Vorgang ausgesprochen wichtig, da zum Beispiel beim Löten von Kupferrohren für einen Kühlkreis senkrechte Lötungen, die von unten nach oben verlaufen, vorkommen können. Eine gute Lötstelle kann nur dann entstehen, wenn der Kapillareffekt korrekt zustande kommt.
Wie lässt sich eine gute Kapillarität erreichen?
Vor allem muss man es verstehen, die Spielräume der Lötfugen korrekt zu bemessen und einzuhalten. Sie dürfen weder zu klein noch zu groß sein. Ein korrekter Spielraum fördert die Benetzung: Das Lot muss die Oberflächenspannungen überwinden und die Flächen „benetzen“.
Da die auf dem Metall befindlichen Oxide und die Oxide, die beim Erhitzen entstehen, die Benetzung behindert, benötigen wir ein Element, das sie beseitigt und verhindert, dass sich beim Lötvorgang Oxide bilden.
Die ersten Arbeitsgänge für die Vorbereitung der Kupferlötung lassen sich also folgendermaßen zusammenfassen:
- Analyse der Anwendung und der zu lötenden Materialien
- Korrekte Planung der Fuge und der Spielräume
- Wahl der geeigneten Lotlegierung (bei der auch die mechanischen Anforderungen der Anwendung zu berücksichtigen sind)
- Prüfen, dass das Produkt, das gewählt wurde, eine korrekte Benetzung ermöglicht
- Reinigung der Grundteile
Während des Lötens muss insbesondere darauf geachtet werden, dass weder das Grundmaterial noch die Lotlegierung zu stark erhitzt wird, sodass keine Porosität entsteht und das Grundmetall nicht spröde wird.
Das Erhitzen ist also eine für das gute Gelingen einer dauerhaft verlässlichen Lötverbindung ausschlaggebende Phase.
Legierungen und Flussmittel für Kupferlötungen
Für Kupferlötungen werden üblicherweise zwei Arten von Lotlegierungen verwendet:
Diese Arten von Legierungen werden für Kupfer-Kupfer-Verbindungen verwendet und erfordern kein Flussmittel. In der Tat reagiert der Phosphor beim Schmelzen der Legierung mit dem Sauerstoff und agiert als Flussmittel, wobei auf der Verbindung ein dunkler Rückstand entsteht, der keine Komplikationen verursacht.
Der Klassifizierung der Norm ISO 17672: 2016 entsprechend, existieren Legierungen ohne Silber mit einem Phosphoranteil von 4,8 % bis 8,1 % und Legierungen mit einem Phosphoranteil von 4,8 % bis 7,5 % und einem Silberanteil von 1,5 % bis 19%.
Jede Legierung wird anhand ihrer Zusammensetzung klassifiziert.
Für die Auswahl der jeweiligen Legierung ist derjenige zuständig, der während der Planungsphase die mechanischen Eigenschaften der entsprechenden Lötverbindung analysiert.
Nach ISO 17672:2016 ist generell die Legierung CuP 181 [SB CuP7] (Schmelzintervall 710° -793°), die beispielsweise beim Löten der kleinen Bögen von Wärmetauschern verwendet wird, die gängigste Legierung ohne Silber. Wenn es hingegen um Kühlleitungen und Kühlkreise geht, wird die Legierung CuP 281 [SB/5] (Schmelzintervall 645° – 815°) mit einem Silberanteil von 5 %, der eine bessere Elastizität sorgt, am häufigsten verwendet.
Bei speziellen Anwendungen werden auch Silberlegierungen ohne Phosphor verwendet: In diesen Fällen muss ein Flussmittel in Pasten- oder Pulverform verwendet werden oder man kann mit Flussmittel beschichtete Stäbe verwenden.
Die Flussmittelrückstände müssen immer entfernt werden. Dies kann beispielsweise dann der Fall sein, wenn ausgesprochen niedrige Schmelztemperaturen eingehalten werden müssen, da sich die Lötstelle in der Nähe von temperaturempfindlichen Bauteilen befindet.
In diesem Fall könnte, wiederum beispielsweise, um die Schmelztemperatur zu reduzieren, nach ISO 17672: 2016 die Legierung Ag 155 (Schmelzintervall 630° -660°) verwendet werden.
Kupferlötungen und das Einstellen der Lötflamme
Wie bereits gesagt, befassen wir uns in dieser kurzen Anleitung mit Kupfer-Kupfer-Lötungen, die ausgeführt werden, indem die Materialien mit einer Flamme und somit mit einem Lötbrenner erhitzt werden.
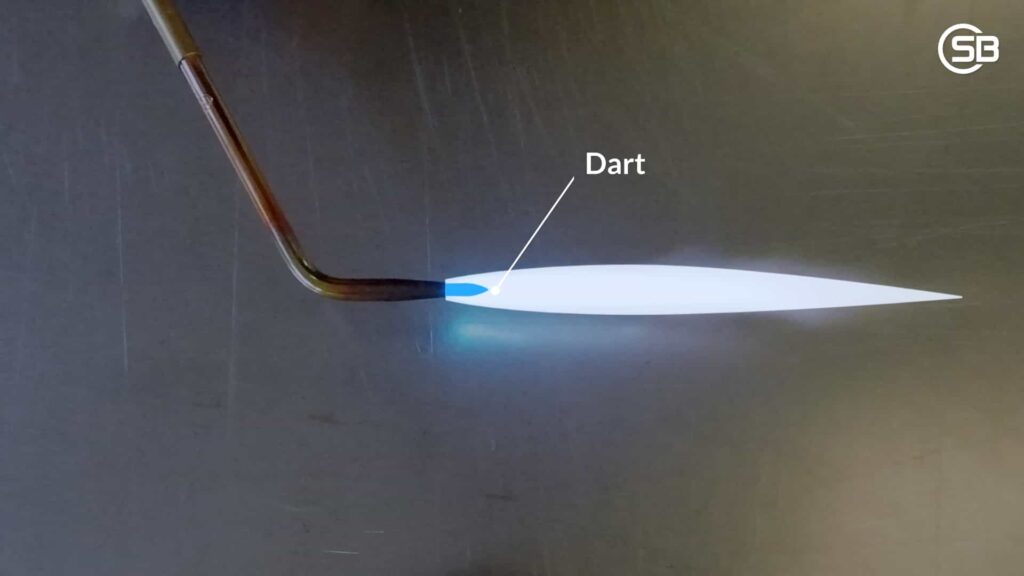
Für Kupferlötungen empfiehlt sich üblicherweise eine neutrale Einstellung der Flamme: Dies bedeutet, dass die Stichflamme eine der Gasausgangsöffnung entsprechende Grundfläche aufweisen, sich konisch verjüngen und grell weiß sein sollte.
Als Brenngas dienen im Allgemeinen Acetylen, Propanflüssiggas, Naturgas und in Flaschen gelagerter oder selbst produzierter Wasserstoff.
Die Art des Gases entscheidet der einzelne Verwender anhand wirtschaftlicher und praktischer Gründe.
Auch die Größe des Rohrs und der Düsen des Brenners wird anhand des Produkts, das hergestellt werden soll, entschieden.
Achtung: Jedes Brenngas erfordert spezielle Ausrüstungen und Komponenten und die Ausrüstungen müssen regelmäßig geprüft und überholt werden, wobei Komponenten, die u. U. verschlissen sind, ausgewechselt werden müssen. Die Bezugsnorm ist die Norm UNI 11627:2016 Gasschweißgeräte – Gasgeräte für das manuelles Schweißen, Erhitzen und Schneiden – regelmäßige Prüfungen.
Technische Eigenschaften einer Kupfer-Kupfer-Lötverbindung
Eine Lötverbindung in Druckkreisen ist normalerweise Vibrationen, Druck und Temperaturschwankungen ausgesetzt und muss gewährleisten, dass der Kreis auf Dauer dicht ist.
Dies bedeutet, dass bei der Planung berücksichtigt werden muss, dass sich die Bemessung und die korrekte Ausführung der eigentlichen Verbindung auf die Dichtheit der Anwendung auswirken könnte.
Am verbreitetsten sind überlappende Verbindungen, die korrekt bemessen sein müssen.
In der Literatur ist der Umstand bekannt, dass die Verbindung, sobald eine bestimmte Überschneidung überschritten wird, ihre mechanische Widerstandskraft einbüßt.
Deshalb ist wichtig, dass die Überschneidungen und Toleranzen, die Lötverbindungen aufweisen sollen, in der Planungsphase festgelegt werden.
Im Allgemeinen ist es üblich, dass der Verwender in der Planungsphase, bevor die serienmäßige Produktion beginnt, die Dichtheit des Produkts anhand spezieller Tests überprüft.
Wie wir bereits in den allgemeinen Hinweisen erfahren haben, ist es wichtig, dass die Verbindung keine Grate aufweist und gründlich gereinigt werden.
Zu guter Letzt muss auch der Raum, den der Löter benötigt, um sich in geeigneter Weise um die Lötstelle herum bewegen zu können, ohne die in der Nähe der Lötstelle befindlichen Teile zu beschädigen, in der Planungsphase berücksichtigt werden.
VIDEO: So wird eine Kupferlötung ausgeführt
Nachdem die Teile gründlich gereinigt und die geeignete Lötflamme eingestellt wurden, wird das Teil erhitzt, wobei die beiden folgenden Aspekte zu berücksichtigen sind:
- Ein zu heißes Teil droht die Lötlegierung anzugreifen und die Grundmaterialien spröde zu machen;
- Ein zu kaltes Teil könnte verhindern, dass die Legierung korrekt in die Fuge eindringt.
Demzufolge muss die Schmelztemperatur der Legierung erreicht werden. Und dies möglichst, ohne dass die Flamme direkt auf das Lötmaterial gerichtet wird, sondern indem das Grundmaterial, das die Legierung aufgrund der Wärmeleitung zum Schmelzen bringt und dafür sorgt, dass sie in die Fuge eindringt, erhitzt wird.
Die Legierung bewegt sich in Richtung der Hitze. Deshalb ist es wichtig, dass die Stelle erhitzt wird, zu der die Legierung fließen soll.
Falls die beiden Teile unterschiedlich dick und verschieden groß sind, muss die Flamme auf das größere Teil gerichtet werden, sodass das kleinere Teil aufgrund der Wärmeleitung erhitzt wird.
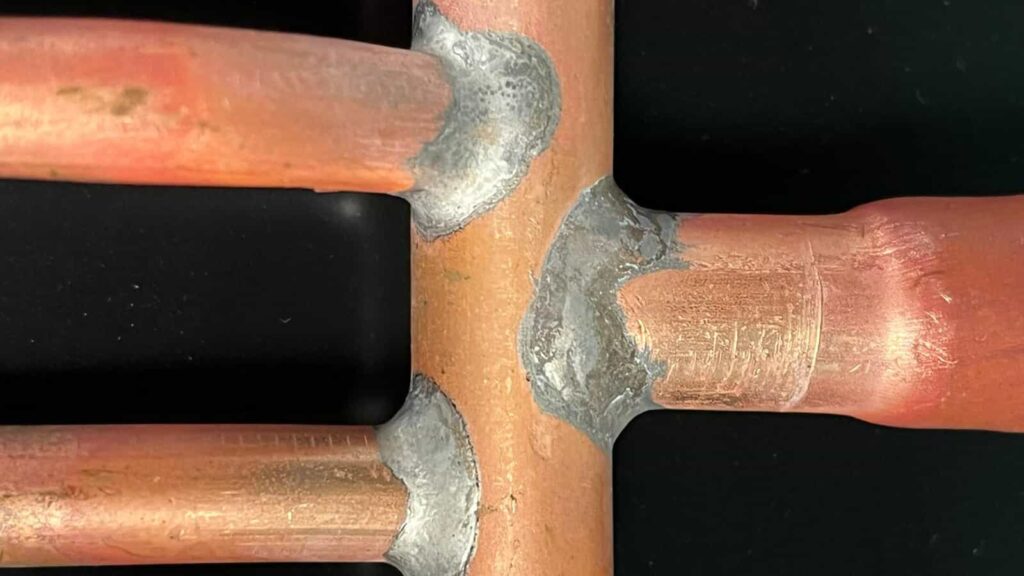
Sofern alle Prozeduren korrekt ausgeführt worden sind, entsteht als Ergebnis eine gut verlötete Verbindung, bei der die Legierung die ganze Fuge korrekt ausfüllt und keine besondere Porosität aufweist. Auf diese Weise erhalten Sie eine gutaussehende und vor allem mechanisch widerstandfähige Verbindung.
Schlussfolgerungen
Kupfer-Kupfer-Lötverbindungen sind nicht besonders problematisch und gelten, sofern die Prozeduren korrekt ausgeführt werden und Qualitätsmaterialien zur Verwendung kommen, statistisch gesehen, nicht als heikel.
Unter Verwendung von Lotformteilen wie Lotringen bzw. vorgeformten Teilen, die der Geometrie der Verbindung, die gelötet werden soll, entsprechend konzipiert und hergestellt werden, können die Lötprozesse außerdem auch automatisiert werden.
Die Lotformteile können aus gefülltem oder aus massivem Lötdraht bestehen, wobei das Flussmittel im letzteren Fall vor dem Löten aufgetragen wird.
